The printed circuit board (PCB) manufacturing industry has gradually expanded from single-layer boards to multilayer boards. As a result, the quality requirements for the processing of holes in circuit boards have gradually increased. For example, hole diameters are becoming smaller and the distance between holes is becoming increasingly compact.
It is understood that epoxy resin matrix composites are commonly used in the manufacture of circuit boards. Generally, we define holes with a diameter of less than 0.6 millimeters as large holes, while those smaller than 0.3 millimeters are regarded as microholes.
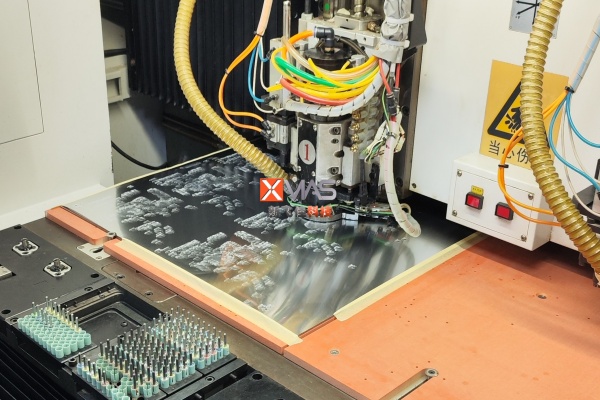
I will introduce the processing method of microvias: mechanical drilling.
In order to ensure higher processing efficiency and hole quality, we reduce the proportion of defective products.
During mechanical drilling, two factors should be considered:
Axial force and cutting torque, which may directly or indirectly affect the quality of the hole. As the feed and the thickness of the cutting layer increase, the axial force and torque will also increase, so the cutting speed will increase, therefore the number of cutting fibers per unit time will increase, and the wear of the tool will also increase rapidly. Therefore, different sized holes have different drilling life. Operators should familiarize themselves with the performance of the equipment and change drilling tools in a timely manner. This is why smaller holes are more expensive to machine.
The static component force FS in the axial force affects the cross edge broadside cutting, while the dynamic component force FD mainly affects the cutting of the main cutting edge. Compared with the static component force FS, the dynamic component force FD has a greater effect on surface roughness.
Generally, when the hole diameter of the prefabricated hole is less than 0.4mm, the static component force FS decreases sharply with the increase of the hole diameter, while the dynamic component force FD has a relatively flat decreasing trend.
The wear of PCB drills is related to cutting speed, feed and slot hole size. The ratio of drill radius to glass fiber width has a significant effect on tool life. The larger the ratio, the larger the width of the fiber bundle cut by the tool and the greater the tool wear. In practice, a 0.3 mm drilling tool has a service life of 3000 holes. The larger the drill tool, the fewer holes are drilled.
In order to prevent delamination, damage to the hole wall, stains and burrs during the drilling process, we can place a pad with a thickness of 2.5mm underneath during the delamination process, then place a copper-clad plate on top of the pad, and then an aluminum plate on top of the copper-clad plate. The function of the aluminum plate is as follows:
1. Protect the surface of the board from rubbing flowers.
2. Dissipate heat well, heat will be generated when drilling.
3. Cushion/guide the drilled holes to prevent deflection. The way to reduce burrs is to use vibratory drilling technique. Carbide drills have good drilling hardness and the size and construction of the tool needs to be adjusted.